Pipe Type: Longitudinal Welded Pipe, Longitudinal Submerged Arc Welded Pipe
Application: Used for Fluids Transmission, Structural Support in Industrial Construction
Specification: OD: 406mm ~ 1422 mm
WT: 6.4mm ~ 44.5mm
LENGTH: 5mtr ~ 12mtr
Standard & Grade: ASTM A53 Grade A/B/C
Ends: Square Ends/Plain Ends (straight cut, saw cut, torch cut), Beveled/Threaded Ends
Surface: Bare, Lightly Oiled, Black/Red/Yellow Painting, Zinc/Anti-corrosive Coating
Packing: Bundled/In Bulk, Plastic Caps Plugged, Waterproof Paper Wrapped
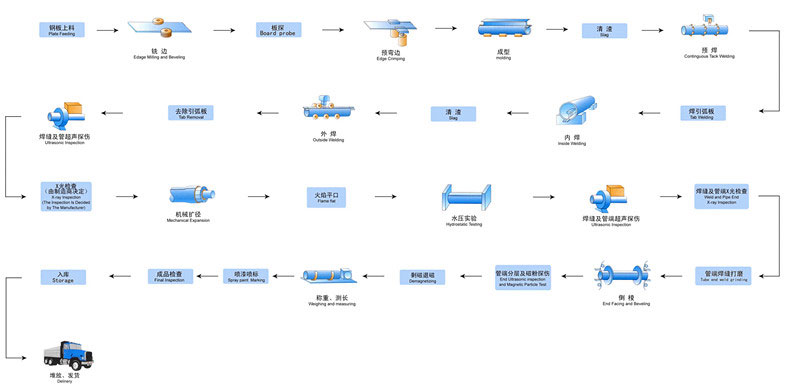
LSAW Steel Pipe Manufacturing Process
Specification ofLSAW Steel Pipe
| Out Diameter | Wall Thickness(mm) | ||||||||||||||||
| Inch | mm | 6.4 | 7.1 | 7.9 | 9.53 | 12.7 | 14.3 | 15.9 | 19.1 | 22.2 | 25.4 | 28.6 | 31.8 | 34.9 | 38.1 | 41.3 | 44.5 |
| 16 | 406.4 | ||||||||||||||||
| 18 | 457 | ||||||||||||||||
| 20 | 508 | ||||||||||||||||
| 22 | 559 | ||||||||||||||||
| 24 | 610 | ||||||||||||||||
| 26 | 660 | ||||||||||||||||
| 28 | 711 | ||||||||||||||||
| 30 | 762 | ||||||||||||||||
| 32 | 813 | ||||||||||||||||
| 34 | 864 | ||||||||||||||||
| 36 | 914 | ||||||||||||||||
| 38 | 965 | ||||||||||||||||
| 40 | 1016 | ||||||||||||||||
| 42 | 1067 | ||||||||||||||||
| 44 | 1118 | ||||||||||||||||
| 46 | 1168 | ||||||||||||||||
| 48 | 1219 | ||||||||||||||||
| 52 | 1321 | ||||||||||||||||
| 56 | 1422 | ||||||||||||||||
| 60 | 1524 | ||||||||||||||||
| 64 | 1626 | ||||||||||||||||
Technical Dates ofLSAW Steel Pipe
| Types | Standard | |||||
| SY/T5040-2000 | SY/T5037-2000 | SY/T9711.1-1977 | ASTM A252 | AWWA C200-97 | API 5L PSL1 | |
| Tube end OD deviation | ±0.5%D | ±0.5%D | -0.79mm~+2.38mm | <±0.1%T | <±0.1%T | ±1.6mm |
| Wall thickness | ±10.0%T | D<508mm, ±12.5%T | -8%T~+19.5%T | <-12.5%T | -8%T~+19.5%T | 5.0mm<t<15.0mm, ±0.11<="" span="" style="padding: 0px"> |
| D>508mm, ±10.0%T | T≥15.0mm, ±1.5mm | |||||
| Standard | Grade | Chemical Composition(max)% | Mechanical Properties(min) | |||||
| C | Mn | Si | S | P | Yield Strength(Mpa) | Tensile Strength(Mpa) | ||
| GB/T700-2006 | A | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
| B | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
| C | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
| D | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
| GB/T1591-2009 | A | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
| B | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| C | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| BS En10025 | S235JR | 0.17 | 1.4 | - | 0.035 | 0.035 | 235 | 360 |
| S275JR | 0.21 | 1.5 | - | 0.035 | 0.035 | 275 | 410 | |
| S355JR | 0.24 | 1.6 | - | 0.035 | 0.035 | 355 | 470 | |
| DIN 17100 | ST37-2 | 0.2 | - | - | 0.050 | 0.050 | 225 | 340 |
| ST44-2 | 0.21 | - | - | 0.050 | 0.050 | 265 | 410 | |
| ST52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
| JIS G3101 | SS400 | - | - | - | 0.050 | 0.050 | 235 | 400 |
| SS490 | - | - | - | 0.050 | 0.050 | 275 | 490 | |
| API 5L PSL1 | A | 0.22 | 0.9 | - | 0.03 | 0.03 | 210 | 335 |
| B | 0.26 | 1.2 | - | 0.03 | 0.03 | 245 | 415 | |
| X42 | 0.26 | 1.3 | - | 0.03 | 0.03 | 290 | 415 | |
| X46 | 0.26 | 1.4 | - | 0.03 | 0.03 | 320 | 435 | |
| X52 | 0.26 | 1.4 | - | 0.03 | 0.03 | 360 | 460 | |
| X56 | 0.26 | 1.1 | - | 0.03 | 0.03 | 390 | 490 | |
| X60 | 0.26 | 1.4 | - | 0.03 | 0.03 | 415 | 520 | |
| X65 | 0.26 | 1.45 | - | 0.03 | 0.03 | 450 | 535 | |
| X70 | 0.26 | 1.65 | - | 0.03 | 0.03 | 585 | 570 | |
Product Advantages of LSAW Steel Pipe
(1) Without the unwind process, the base material indentation, scratch less.
(2) The wrong side, slotted, and other easy-to-diameter perimeter control, excellent welding quality.
(3) The elimination of flaring basically does not exist residual stress after stress.
(4) Because it is a straight line weld, the weld is short, little risk of defects.
(5) After expanding, pipe geometry accuracy is improved greatly facilitate the on-site welding.
(6) For a straight seam, less impact on the quality of anti-corrosion coating materials.